 English
English Malay
Malay Swedish
Swedish Finnish
Finnish Danish
Danish Norwegian
Norwegian Polish
Polish Greek
Greek- Kabelspoling og binding
- Tapeviklingsmaskin
- Halvautomatisk stålbørstemaskin
- Trådkutting og stripping
- Halvautomatisk krympemaskin
- Stripper- og krympeblader
- Terminalstrekktester
- Kappemaskin
- Kabelmerkingsmaskin
- Stroppe- og båndverktøy
- Trådterminaler og kontakter
- Automatisk tapedispenser
- Automatisk trådkrympemaskin
- Terminalkrympeverktøy
- Automatisk trådmater
- Automatisk loddemaskin
- Nylonkabelbindemaskin
- Sprøytestøpemaskin
- Lodde- og sveisemaskin
- Skruemaskin
- Strømkabelkrympemaskin
- Kabelmatte-tester
- Limdispenseringsrobot
- Pakkemateriell for kabelmatter
Nye produkter






Hjem > Bedriftsnyheter
Hvordan betjene Full-automatic Wire Stripping Cutting Machines
WPM-seriens helautomatiske trådstrippende skjæremaskin Bruksanvisning
Anvendelse MODELL: C、SD、SDB、SDB2、E、JE2、HT2、BHT2、NX2、MAX1-4、MAX1-6、MAX1-8
Bruksområde
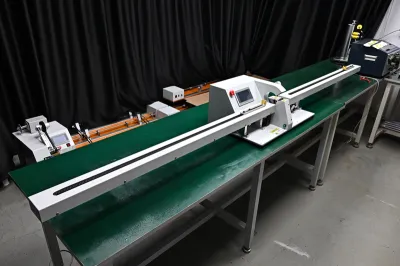
WPM-serien Helautomatisk datamaskin trådstrippemaskin laget av vår fabrikk er egnet for kutting, hodestripping, tail-stripping og midtstripping av enkelttrådet, flertrådet og kappet tråd. Maksimal prosesseringstverrsnittsareal er 0,1–50 mm 2; maksimal skjærelengde er 100 m, hodestripping 200 mm og halestripping 100 mm. WPM-NX2 er egnet for å strippe og tvinne superkorte og tynne ledninger med den korteste tråden på 28-30 mm; Med rulleløftefunksjon under striping er WPM-HT2 egnet for å fjerne kledd tråd, spesielt for sliretråd med langt trådhode og trådhale. WPM MAX2 er det beste alternativet for å behandle supertykk kabeltråd med tverrsnitt på 35-50 mm².
Vekt: 32KGS Totaldimensjoner
:
Effekt: 350W
Skjermmodus: LCD Flytende krystallskjerm på engelsk og kinesisk
Skjærelengde: 0,1 mm-100 m
Skjæretoleranse: ≤0,002×L (L = skjærelengde)
Skjæretverrsnitt Trådkjernens areal:
Maksimal diameter på rørrør:
Midtstripping: 12 steder for stripping
Knivmateriale: Høykvalitets Wolframstål
Strippinghastighet:
Kjøremodus: Firehjulsdrift (Stille hybrid trinnmotor, hvert trinn 0,1 mm fremover)
Justeringshastighet: 0 Sakteste, 9 raskeste
punkter for sikker drift Først
og fremst, tusen takk for at du kjøpte vår fullautomatiske Computer Wire Stripping Machine i WPM-serien. For sikker og korrekt bruk av denne maskinen, vennligst les denne bruksanvisningen nøye før bruk.
I.. Strømadapter: AC 220–250V, 50–60Hz. For å gi en stabil driftsspenning bør brukeren velge og bruke en effektspenningsstabilisator for å forhindre at maskinen brenner ut på grunn av overspenning.
II.. Ved bruk bør denne maskinen plasseres på en jevn og stabil overflate for å forhindre at maskinen faller og blir skadet.
III.. Ikke bruk denne maskinen nær et område med sterkere elektromagnetisk felt for å hindre at maskinen blir forstyrret.
IV.. Ikke plasser noen gjenstander på denne maskinen under drift, ikke plasser den nær etsende kjemikalier, og sørg for å holde arbeidsmiljøet tørt, godt ventilert og støvfritt, med driftstemperatur 0–35°C.
V.. Ved drift hvis det oppstår dårlige effekter av ledningsstriping eller noen feil, vennligst les denne bruksanvisningen for feil og klaringer. Hvis du fortsatt ikke løser problemene, vennligst ring vårt tekniske service-telefon for å få oversikt over vedlikeholds- og reparasjonsmetoden. For din egen sikkerhet, vennligst ikke demonter denne maskinen selv for vedlikehold og reparasjon.
Merk: I henhold til bestemmelsene i relevante lover og forskrifter for Folkerepublikken
Kina, tilhører tolkningsmyndigheten for innholdet i denne Operasjonen Manualen
vår fabrikk. Innholdet kan endres uten varsel. Utgave
nr. av Operasjonsmanual: V3.0
Hovedstrukturen til trådstrippemaskinen
(Tabell1-1)
Merk: Du må jevnlig tilsette olje i oljeholdet øverst på knivstativet for å holde det godt smurt.
(Se tabell 1-1) Forklaring av hovedstrukturen:
1. Trådinntaksruller: Hjelper knivstativet med å utføre avstripping av trådhodet når det beveger seg fremover eller bakover i tråden.
2. Utløpsruller: Hjelper knivstativet til å utføre avstripping av trådhalen, trådvridning og trådutgang.
3. Trådinntak: Ledning føres inn i maskinen gjennom inntaket.
4. Rør: Ledningen går gjennom røret mens den mater inn.
5. Knivstativmontering: For trådklipping: hodestripping og tailstripping.
Løftebryter for trådinntaksruller: Trykk på bryterknappen for å løfte inntaksrullene og la ledningen føres inn i knivavslutningsposisjonen; Trykk på knappen igjen for å legge ned rullene og trykk på ledningen. Stramheten på pressingen kan justeres med rullegapet. (Merk: Normalt under demontering må man trykke på løfteknappen igjen, siden ledningen må trykkes ned. Hvis stramheten mellom rullen og ledningen ikke er nok, må du kanskje justere rullegapet til det fungerer.)
6. Wire-outlet Rollers løftebryter: Trykk på knappen for å løfte utløpsrullene og trykk igjen for å legge ned rullene og trykke på ledningen. Stramheten på pressingen kan justeres med rullegapet.
7. Justering av rullegap med trådinntak Roterende bryter: Vri bryteren med større fingre for å øke gapet og omvendt. (Merk: den roterende bryteren bør justeres etter luftsylinderens løfterull på grunn av luftsylinderens trekkkraft.
8. Wire-outlet Roller-gap justering Roterende bryter: Vri bryteren med større fingre for å øke gapet og omvendt.
10. Liquid Crystal Displayer (LCD): Viser parametere relatert til wirestripping.
11. Tastatur: Inndataparameter, start og stopp maskinen.
12. Luftfilter
Rask drift eksempel
1. Strip og kutt 35 mm2 kobbertråd med 7 tråder, total lengde 150 mm, hodestripping 20 mm, halestripping 20 mm: oppsett som følger:
2. Strip og kutt 50 mm2 kobbertråd med 19 tråder, total lengde 150 mm, hodestripping 20 mm, halestripping 20 mm, endre parameteren i bildet over: knivverdi fra 435 til 500; Knivtilbaketrekning fra 85 til 90.
De ovennevnte parameterne er kun til referanse, og den spesifikke oppsettet vil fortsatt avhenge av prosesseringsledningen.
Merk: Jo liten knivverdien er, desto dypere er kuttingen; Jo tykkere ledningen er, desto større bør knivens tilbaketrekningsverdi være. Følgende tabell er referanseparameterdata for oppsett av knivverdi og knivtilbaketrekningsverdi:
Bruksanvisning
Tegning av kontrollpanelet
Systemgrensesnittet består av 23 taster og en 192×64 punktmatrise-LCD, følgende vil bli introdusert for hver tastefunksjon
: I standby-modus, med hvert korte trykk én gang, utfører maskinen et enkeltstegs, syklisk; Selv etter trykket i mer enn omtrent 0,5 sekunder, vil maskinen automatisk kjøre en løkke; Knappen i maskinkontrolleffekten er veldig stor;
: I standby-modus, trykk på denne knappen, og maskinen begynner å fungere;
: I arbeidsstatus, trykk på denne knappen, og maskinen vil fullføre arbeidet etter nedstengning;
: I standby-modus, trykk på denne knappen, og maskinen vil utføre en tilbakestillingshandling; i arbeidsmodus, trykk på denne knappen, og maskinen slår seg av, etter implementeringen av tilbakestillingshandlingen;
: I en datainndata-tilstand, trykk denne tasten, og tast inn tallet 0; I standby-tilstanden trykker du på denne knappen, og maskinen går inn i oppsettstilstanden for stripping-parameteren;
: I en datainndata-tilstand, trykk denne tasten, og tast inn tallet 1; I standby-tilstanden trykker du denne knappen, og maskinen går inn i hastighetsparameteroppsettet;
: I en datainndata-tilstand, trykk denne tasten og tast inn tallet 2; I standby-tilstanden trykker du på denne knappen, og maskinen går inn i oppsettstilstanden for vridningsparameteren;
: I en datainndata-tilstand, trykk denne tasten, og tast inn tallet 3; I standby-tilstand trykker du på denne knappen, og maskinen vil i henhold til den nåværende funksjonen sette bildet som tilsvarer funksjonen;
: I en datainndata-tilstand, trykk denne tasten, og tast inn tallet 4; i standby-tilstand, trykk denne knappen, volum 0;
: I en datainndata-tilstand, trykk denne tasten, og tast inn tallet 5; i standby-tilstanden trykker du denne tasten, tellingen til 0;
: I en datainndata-tilstand, trykk denne tasten, og tast inn tallet 6; I standby-tilstand, trykk denne knappen, bytt maskinen til arbeidsmodus;
: I en datainndata-tilstand, trykk denne tasten og tast inn tallet 7; I standby-tilstand, trykk denne knappen, bytt maskinen til arbeidsmodus;
: I en datainndata-tilstand, trykk denne tasten, og tast inn tallet 8; I standby-tilstand trykker du på denne knappen, så vil maskinen gå inn i utgangsinnstillingene;
: I en datainndata-tilstand, trykk denne tasten, og tast inn tallet 9; I standby-tilstand, trykk på denne knappen, og maskinen vil gå inn i funksjonsinnstillingsbildet;
: I en datainndata-tilstand, trykk denne tasten, og fjern inputdataene; i standby-tilstanden trykker du denne tasten, total utgang og antall fullstendige clear 0;
: I standby-tilstand, trykk denne knappen, og maskinen vil gå inn i programinnstillingene;
: I parameterinnstillingene, ved å trykke på tasten, sett parameterne mest lavt pluss 1; I en parameterinnstillingstilstand trykker du på denne knappen, knivverdien pluss 1;
: I parameterinnstillingene, ved å trykke på tasten, sett parameterne mest lavt pluss 1; I en parameterinnstillingstilstand trykker du på denne knappen, knivverdien minus 1;
: I parameterinnstillingene, ved å trykke på tasten, gir de modifiserte dataene opp, og de siste dataene inn i det modifiserte objektet;
: I parameterinnstillingene, ved å trykke på tasten, gir de modifiserte dataene opp, og neste data inn i det modifiserte objektet;
: I parametersettets tilstand, trykk denne tasten, de modifiserte dataene lagres og skrives til EEPROM, og neste data inn i det modifiserte objektet;
: I parametersett-tilstanden, trykk denne tasten, avslutt parameteroppsett-tilstanden; funksjonsinnstillingsskjermen, segmental stripping-innstillingsskjermen og systemoppsettskjermen. Trykk på denne tasten, gå tilbake til arbeidsbildet;
: På standby-skjermen, trykk på tasten og skriv inn systemoppsettet av bildet, må man skrive inn passordet før man går inn i innstillingsskjermen; Flertrinn Fjerner du innstillingsbilde, systeminnstillinger, trykker du på tasten, skriver inn parameteroppsettet;
Arbeidsskjerm
Når maskinen er slått på, viser skjermen en oppstartsskjerm, omtrent tre sekunder vil vise dette bildet; maskinen begynner å gå i bildet på skjermen; ellers kunne ikke maskinen starte;
Innstilling av stripping parameter: Maskinen trykker i standby-modus; Frontlengde-parameteren begynner å flimre, og på dette tidspunktet kan man taste inn tallet direkte, hvis det oppstår en inndatafeil, trykker man fjern inngangen på digital inngang igjen; trykk deretter på bevaring, og en parameterflimmer, til frontens lengde, fremre halvdel stripping, total lengde, bakre halvdel stripping endelengde, kutter, kniv tilbake all inngangsfullføringsverdi; Jo liten knivverdien er, desto dypere er kuttingen; jo tykkere tråden er, desto større bør knivens tilbaketrekningsverdi være; Parametertrykket blinker frem en parameter; trykk etter fjerning av blinkende parametere; når som helst ved å trekke seg tilbake fra parametersettet, tilbake til standby-tilstanden;
Innstillinger for stripping speed: Maskinen trykker i standby-modus; Kutterhastighetsparameteren begynte å blinke på dette tidspunktet kunne direkte taste inn tallet, hvis inndatafeilen oppstår, trykket fjern inndata digital inngang igjen; Trykk deretter på bevaring, og en parameter flimrer til kuttehastighet, matehastighet, strippinghastighet, pausetid og all input er fullført; Parameterinnstilling; trykk blinker frem en parameter; trykk etter fjerning av blinkende parametere; når som helst ved å trekke seg tilbake fra parametersettet, tilbake til standby-tilstanden;
Utgangsinnstillinger: Maskinen trykker i standby-modus; Den brutto parameteren som er satt til å begynne å flimre, kan på dette tidspunktet direkte taste inn tallet, og hvis inndatafeilen oppstår, trykkes fjern inndatainndata igjen; Trykk deretter på bevaring, og en parameter flimrer, inntil satt er det totale antallet av alle input som skal fullføres; Parameterinnstilling; trykk blinker frem en parameter; trykk etter fjerning av blinkende parametere; når som helst ved å trekke seg tilbake fra parametersettet, tilbake til standby-tilstanden;
Tvistet linjesett: Maskinen trykker i standby-modus; Front-twist-modus scintillasjon, denne gangen trykk 、 switching, deretter trykk på preserve, og en parameterflimmer, til inngangsmodusen for front twist og twist wire-modus er fullført, deretter etter tidligere metoder input torsjonslinjehastighet, vridningsstyrke; Parameterinnstilling; trykk blinker frem en parameter; trykk etter fjerning av blinkende parametere; når som helst ved å trekke seg tilbake fra parametersettet, tilbake til standby-tilstanden;
Programnummer satt: Maskinen i standby-modus, trykk; programargumentene begynner å flimre, og da kan tallet skrives direkte inn, hvis det er en inndatafeil, trykkes fjern inndata, digital inngang igjen; deretter trykke på bevaring, til standby-tilstand;
Arbeidsmodusbryter: Maskinen trykker 、 arbeidsmodusbryter når den er i standby-modus;
Arbeidsmodus forklarer
Denne maskinen er en multifunksjonell trådklippemaskin, med totalt 6 typer trådklipping og stripping, følgende bildebeskrivelse:
Linjemodus:
Modellen og den tradisjonelle 220-tråds kuttemaskinen kan monteres en trådtvinningsenhet for å øke den tvunne tråden, trådlengden som vist, kun i henhold til metoden ovenfor for å legge inn ønsket størrelse, i denne modusen er funksjonen ikke tilgjengelig;
Den kortsiktige modellen:
Modellmaskinen og langtidsmodellen er den samme, bare at maskinens stripping-handling ikke er den samme; og ingen vridningslinjefunksjon; i denne modusen er funksjonen ikke tilgjengelig;
Denne modusen uten tvinnende linjefunksjon; trykk Funksjon inn i følgende kabelfunksjonsinnstillingsbilde:
I en parameterinnstilling, trykk 、 oppover eller nedover-visning 1-12 segment sett parametere; trykk på sett parameter, Inntil alle parametere må fullføres;
Merk: i en flertrinnsmodell er totalen lik lengden på hver ledningslengde, og koblet med front-end-lengden er prosedyrene beregnet automatisk og markert, så sett totallengden, lengden på hele no-end; Endelengde er enden av lengden av! Det er heller ikke nødvendig å sette opp, når ønsket lengde er ferdig, et sett med 0
Funksjonsinnstillingsbilder
I standby-tilstand, trykk for å komme inn på denne skjermen; I bildevisningen starter ikke maskinen arbeidet, trykk tilbake til arbeidsbildet;
Parameterinnstilling: trykk startinnstillinger til alle parametere er lagt inn for å fullføre;
Systemoppsettsskjerm: Standby-tilstand, trykk for å komme inn på denne skjermen; Tast inn passord (10010011) for å komme inn på denne skjermen; vise bildet, maskinen starter ikke arbeidet, trykk på retur til arbeidsbildet;
Parameterinnstilling: trykk startinnstillinger til alle parametere er lagt inn for å fullføre;
Stripping-settet krever oppmerksomhet
1、 flere stripping-parametere, total lengde må være større enn front-end-lengden + back-end-lengden; ellers arbeidsmaskinen;
2、Bruken av kommunikasjonskontroll av maskinen må sikre at maskinen på skjermen fungerer og at det ikke finnes parameteroppsett; ellers er kommunikasjonskontrollen ugyldig;
3、bruk riktig hastighetsoperasjon;
4、På skjermen uten parameterinnstillinger, kan du trykke direkte på kutterens innstillingsverdi uten å stoppe;
5、hvis de fire blinkende indikatorene viser innstillingsparametrene, kan maskinen startes;
6、vridningslinjeinnstilling: De første torsjonsforskyvningsparametrene er designet for et kortvarig vridningsfunksjonssett, det vil si når maskinen foran, tråden mates etter tvinningsavstanden; Noen ganger kan den monteres på korttidsbladet etter vridningshjulet, og parameteren settes liten, når korttidstorsjon en linjefunksjon; Den generelle linjen er satt til 32, ingen grunn til å endre; kortsiktig avhengig av bladet og det trådvridende hjulets faktiske avstandsjustering; ( kan enkelttrinns driftsmodus til trinnet, hvis ledningen mater mer enn et trådvridende hjul, kan redusere parameteren som kan økes, og omvendt;)
Seks, Innføring av kommunikasjonsprotokoll
Maskinen er utstyrt med en standard RS485-kommunikasjonsfunksjon, brukeren kan via vertsmaskinen (PLC, PC) styre maskinen direkte; Kommunikasjonsmaskinvarespesifikasjoner for 38400, 8, 1, N Følgende
er at maskinen aksepterer kommandoer i detalj
: 1 og nødstoppkommandoen: PC utstedte tre-bytes heksadesimalt nummer 16 01, 66, 99; hvor den første 01 er stasjonsnummeret, kan sette opp en systemskjerm for å endre seg, maskinen mottok ordren vil returnere mottatt de tre bytene med data, denne maskinen har mottatt varsling om kommandoen;
2、stoppkommando: PC utstedte tre-byte heksadesimal nummer 16 01, 77, 88; hvor den første 01 er stasjonsnummeret, kan sette opp en systemskjerm for å endre seg, maskinen mottok ordren vil returnere mottatt de tre bytene med data, denne maskinen har mottatt varsel om kommandoen;
3、stopp-kommando: PC utstedte tre-byte heksadesimal nummer 16 01, 88, 77; hvor den første 01 er stasjonsnummeret, kan sette opp en systemskjerm for å endre seg, maskinen mottok ordren vil returnere mottatt de tre bytene med data, denne maskinen har mottatt varsel om kommandoen;
Syv, eksempel
på trådklipping (1) langt mønster
1、Tråden legges i en mellomliggende rulle, juster rullegapet slik at den
akkurat har kommet i kontakt med tråden og deretter ned 2 tommer;
2、Sett størrelse:
(1) Gå inn i oppsettmodus: Trykk
i standby-modus (2) Still inn lengden
på fremre stripping (3) Sett den første halvdelen av stripping-lengden
(4) Total lengde
(5) Sett den siste halve stripping-lengden
(6) Sett tilbake lengde
(7) Cutterens innstillingsverdi: ( Referanse )
(8) Sett kniven tilbake: ( Referanse )
(9) Sett linjemodus: trykk Sett linjemodus;
3、trykk i mer enn 0,5 sekunder, og maskinen stopper automatisk etter å ha ført en linje, se på verdien av høyre kniv og direkte trykk 、 korreksjon; Inntil fornøyd;
(2) Multi-segment peeling
1、ledningen plasseres i en rullemellom, juster rullegapet slik at den akkurat har kommet i kontakt med tråden og deretter ned 2 big;
2、innstillingsstørrelse:
(1) Gå inn i oppsettmodus: Standby-modus, trykk
(2) Still inn lengden
på frontstripen (3) Utgangsstripe, parameterinnstilling
(4) Sett flertrinnsmodus: trykk satt til
multisegmentmodell;
(5) Skriv inn antall segmenter som er satt: trykk på å sette for mer
opptak;
(6) Sett første segmentets lengde på stay skin
(7) Sett det første segmentet med avskalling
(8) Sett andre og lar hudlengde
være (9) Sett andre
(10) Sett tredje og lar hudlengde
(11) Sett tredje og lar hudlengde
forlate (12) Sett som lengde
(13) Tilbake til arbeid-bildet
(14) før mer enn 0,5 sekunder stopper maskinen automatisk etter å ha ført en linje, ser på verdien av høyre kniv og direkte press 、 korreksjon; Inntil fornøyd;
Forklar
1、hvis den tredje satte til 0, så programmet du nettopp delte i to, og så videre; Hvis du vil fjerne 12-seksjonen, 12-seksjonen av hele settets lengde;
2、multiple striPPING-modus, er twisting line-funksjonen ugyldig;
Justeringen av knivkuttposisjon
1. Start maskinen.
2. Justering av MAX2-knivens posisjon: avstanden mellom nesene på de to knivbladene bør være rundt 8-10 mm, mens avstanden mellom de to bladenes V-formede bunnpunkter bør være rundt 34 mm. (Se bilde A)
3. Viktige punkter ved bytte av knivblader:
1. Oppflaten på det indre venstre knivstativet skal være blåst høyre knivstativplan med 19 mm, som også skal være lavere enn knivstativets ytterramme med 4 mm som vist på bilde B.
2. Venstre gir skal være høyere enn midtgiret med 1 girhøyde, mens høyre gir skal være høyere enn midtgiret med 6 girhøyder. (Se bilde B)
3. Normalt bør avstanden mellom nesene på to knivblader være rundt 8-10 mm, mens avstanden mellom de V-formede bunnpunktene på to blader bør være rundt 34 mm. (Se bilde A)
4. Etter justering, sett inn begge sider av knivstativets tannhjul i den midtre aksil-tannen og fest skruene på begge sider av knivstativet.
For det åtte, fenomen og utelukkelse
Fremveksten av fenomenet Prosesseringsmetode
Trådstripping uten 1 og 1 kontroll av skjæredybden på gjengen, skjæremerkene er for grunne til å regulere "diameter" mindre.
2、linjehjultrykket er ikke nok, man må justere "inn i linjehjulets trykkreguleringsknapp", linjehjultrykket.
3、linjehjulklaringen er for stor, man må justere "inn i linjehjulklaringsjusteringsknappen", og linjehjulklaringen reduseres til riktig posisjon.
4、Stripping av det første settet er større enn eller lik 3.
5、linjehjulet må rengjøres hvis det er skitt.
6、tilbaketrekningsknivsettet kan være for stort, men bør være passende for å redusere tilbaketrekksparameteren (referanseverdi 00-10).
7、Neste verktøy feiljustering, vennligst se kapittel sjuende seksjon 2 testdiagram 7-7 justeringsbetingelse.
Trådstripping uten hale 1. Sjekk linjeskjæredybden, kuttemerkene er for grunne til å regulere "diameter" mindre.
2、trådhjul, trykket er ikke nok, man må justere den "runde trykkreguleringsknappen", linjehjultrykket.
3、Eikehjulsklaring er for stor, noe som kreves for regulering av "round gap adjustment knot", noe som reduserer taljegapet til riktig posisjon.
4、Stripping av det første settet er større enn eller lik 3.
5、Talley hvis det er skitt, må rengjøres.
6、tilbaketrekningsknivsettet kan være for stort, men bør være passende for å redusere tilbaketrekksparameteren (referanseverdi 00-10).
7、Neste verktøy feiljustering, vennligst se kapittel sjuende seksjon 2 testdiagram 7-7 justeringsbetingelse.
Trådhud av alvorlig barotrauma 1. Først vurder barotraume fra inntakshjul eller trinse, hjulpresskraften må være liten.
2、kontakt mitt firma for kjøp av gummidekk.
Thrum peel line kjerne kuttet av flere røtter "diameter" tonen i 1 eller 2, prøv igjen til det ikke skader linjekjernen.
Lengden på linjen, det er større enn eller lik den innsatte lengden 1、linjehjultrykket er ikke nok, og noen ganger er trådstripping uten fenomen, trådstripping på nettet er større enn en forhåndsbestemt lengde, noe som regulerer "inn i linjehjulets trykkregulerende strikking", altså linjehjultrykket.
2、skitt, talje, må rengjøres.
En trådinntakshjulklaring er for stor til å justere "inn i linjehjulavstandsjusteringsknappen", og et trådmatende hjulgap er mindre.
Lengden på linjen, det er mindre enn eller lik den satt lengden 1、selve ledningen er linjetykkelsen a.
2、et rullende hjul med skitt, må rengjøres. Lederens overflatevoks, bly inn i trådhjulene, glir med klebrig voks, stålbørste og bensinrengjøring av fire rullende hjul.
3、fjern ledning, nivå «00» luftoperasjonsfenomen, utelukkes.
4、Wire legging-rammen har et korthysteresefenomen, noe som fører til dårlig overføringstråd.
Hode og hale kutt eller ikke. 1、Sjekk hodet eller halen på servetten, tråddiameteren er for liten, du bør justere "tråden" til større. ( referanseverdi 30-90 )
2、Sjekker gjengehalen, ingen kuttmerker, tråddiameteren er for stor, bør justere "tråden" mindre. ( referanseverdi 30-90 )
Noen ganger ble hodet eller halen kuttet av på ett eikehjul, trykket var ikke nok, vennligst sjekk og reguler den "runde trykkreguleringsknappen", noe som gjør at taljetrykket blir stort.
2、Linjeavstanden på hjulet er for stor, man må justere "inn i linjejusteringsknappen for hjulklaring" til reduksjonen i linjehjulklaringen.
Det er flere tråder med lange tråder på 1 og 1 tråd i diameter er for liten, den kuttede tråden, stripen med kobbertråd, for å øke diameteren på 1-2, prøv igjen.
2、tilbaketrekkskniven er for liten, og det bør økes inntrekksparameterne (00-10).
Noen ganger er ledende ledninger sammen uten at kniven brytes. 1、Eggdelene virker med vanlig olje, prøv igjen (vanligvis 8 timer etter å fylle den).
2、Farten er lav.
3、sjekk ledningsspesifikasjonene i AWG12#-linjen (3 kvadrater).
4、bladet er sløvt, flatt slipt eller bytte.
5、ifølge den syvende delen av den tredje inspeksjonen.
Trykk på run etter avstenging kan bare kutte en skjerm som vises "kort linje eller knute" 1. Ingen linje med automatisk avstenging, tilhører normalen.
2、innstilling bør lengden være større enn 32 mm (unntatt 98-prosedyrene).
3、Wire wheel-klaringen er for stor, noe som kreves for reguleringen av "round gap adjustment button" for å få trinsen til å redusere gapet.
Når strømmen slås på, fungerer viften normalt, og skjermen er normal, men ifølge "kjør" kan maskinen ikke bevege seg, på grunn av spenningsustabilitet eller ulovlig bruk av kretskortet i forsikringsrøret, må sikringen byttes (åpne dekselet, synlig på kretskortet har to 5A forsikringsrør).
2、som å bytte forsikringsrør, fortsette å brenne ut, Og kontaktpersonen for kundeservice eller kontoret mitt.
Snittet med en skråstilt tangent på 1 og ledningen er for buet, noe som krever kjøp av en rettingsenhet.
2、en blymunn uten å vende mot kantens sentrum.
3、A hale vipper, inspiser trådrøret som lener seg for nært mot verktøyet.
Anvendelse MODELL: C、SD、SDB、SDB2、E、JE2、HT2、BHT2、NX2、MAX1-4、MAX1-6、MAX1-8
Bruksområde
WPM-serien Helautomatisk datamaskin trådstrippemaskin laget av vår fabrikk er egnet for kutting, hodestripping, tail-stripping og midtstripping av enkelttrådet, flertrådet og kappet tråd. Maksimal prosesseringstverrsnittsareal er 0,1–50 mm 2; maksimal skjærelengde er 100 m, hodestripping 200 mm og halestripping 100 mm. WPM-NX2 er egnet for å strippe og tvinne superkorte og tynne ledninger med den korteste tråden på 28-30 mm; Med rulleløftefunksjon under striping er WPM-HT2 egnet for å fjerne kledd tråd, spesielt for sliretråd med langt trådhode og trådhale. WPM MAX2 er det beste alternativet for å behandle supertykk kabeltråd med tverrsnitt på 35-50 mm².
Vekt: 32KGS Totaldimensjoner
:
Effekt: 350W
Skjermmodus: LCD Flytende krystallskjerm på engelsk og kinesisk
Skjærelengde: 0,1 mm-100 m
Skjæretoleranse: ≤0,002×L (L = skjærelengde)
Skjæretverrsnitt Trådkjernens areal:
Maksimal diameter på rørrør:
Midtstripping: 12 steder for stripping
Knivmateriale: Høykvalitets Wolframstål
Strippinghastighet:
Kjøremodus: Firehjulsdrift (Stille hybrid trinnmotor, hvert trinn 0,1 mm fremover)
Justeringshastighet: 0 Sakteste, 9 raskeste
punkter for sikker drift Først
og fremst, tusen takk for at du kjøpte vår fullautomatiske Computer Wire Stripping Machine i WPM-serien. For sikker og korrekt bruk av denne maskinen, vennligst les denne bruksanvisningen nøye før bruk.
I.. Strømadapter: AC 220–250V, 50–60Hz. For å gi en stabil driftsspenning bør brukeren velge og bruke en effektspenningsstabilisator for å forhindre at maskinen brenner ut på grunn av overspenning.
II.. Ved bruk bør denne maskinen plasseres på en jevn og stabil overflate for å forhindre at maskinen faller og blir skadet.
III.. Ikke bruk denne maskinen nær et område med sterkere elektromagnetisk felt for å hindre at maskinen blir forstyrret.
IV.. Ikke plasser noen gjenstander på denne maskinen under drift, ikke plasser den nær etsende kjemikalier, og sørg for å holde arbeidsmiljøet tørt, godt ventilert og støvfritt, med driftstemperatur 0–35°C.
V.. Ved drift hvis det oppstår dårlige effekter av ledningsstriping eller noen feil, vennligst les denne bruksanvisningen for feil og klaringer. Hvis du fortsatt ikke løser problemene, vennligst ring vårt tekniske service-telefon for å få oversikt over vedlikeholds- og reparasjonsmetoden. For din egen sikkerhet, vennligst ikke demonter denne maskinen selv for vedlikehold og reparasjon.
Merk: I henhold til bestemmelsene i relevante lover og forskrifter for Folkerepublikken
Kina, tilhører tolkningsmyndigheten for innholdet i denne Operasjonen Manualen
vår fabrikk. Innholdet kan endres uten varsel. Utgave
nr. av Operasjonsmanual: V3.0
Hovedstrukturen til trådstrippemaskinen
(Tabell1-1)
Merk: Du må jevnlig tilsette olje i oljeholdet øverst på knivstativet for å holde det godt smurt.
(Se tabell 1-1) Forklaring av hovedstrukturen:
1. Trådinntaksruller: Hjelper knivstativet med å utføre avstripping av trådhodet når det beveger seg fremover eller bakover i tråden.
2. Utløpsruller: Hjelper knivstativet til å utføre avstripping av trådhalen, trådvridning og trådutgang.
3. Trådinntak: Ledning føres inn i maskinen gjennom inntaket.
4. Rør: Ledningen går gjennom røret mens den mater inn.
5. Knivstativmontering: For trådklipping: hodestripping og tailstripping.
Løftebryter for trådinntaksruller: Trykk på bryterknappen for å løfte inntaksrullene og la ledningen føres inn i knivavslutningsposisjonen; Trykk på knappen igjen for å legge ned rullene og trykk på ledningen. Stramheten på pressingen kan justeres med rullegapet. (Merk: Normalt under demontering må man trykke på løfteknappen igjen, siden ledningen må trykkes ned. Hvis stramheten mellom rullen og ledningen ikke er nok, må du kanskje justere rullegapet til det fungerer.)
6. Wire-outlet Rollers løftebryter: Trykk på knappen for å løfte utløpsrullene og trykk igjen for å legge ned rullene og trykke på ledningen. Stramheten på pressingen kan justeres med rullegapet.
7. Justering av rullegap med trådinntak Roterende bryter: Vri bryteren med større fingre for å øke gapet og omvendt. (Merk: den roterende bryteren bør justeres etter luftsylinderens løfterull på grunn av luftsylinderens trekkkraft.
8. Wire-outlet Roller-gap justering Roterende bryter: Vri bryteren med større fingre for å øke gapet og omvendt.
10. Liquid Crystal Displayer (LCD): Viser parametere relatert til wirestripping.
11. Tastatur: Inndataparameter, start og stopp maskinen.
12. Luftfilter
Rask drift eksempel
1. Strip og kutt 35 mm2 kobbertråd med 7 tråder, total lengde 150 mm, hodestripping 20 mm, halestripping 20 mm: oppsett som følger:
2. Strip og kutt 50 mm2 kobbertråd med 19 tråder, total lengde 150 mm, hodestripping 20 mm, halestripping 20 mm, endre parameteren i bildet over: knivverdi fra 435 til 500; Knivtilbaketrekning fra 85 til 90.
De ovennevnte parameterne er kun til referanse, og den spesifikke oppsettet vil fortsatt avhenge av prosesseringsledningen.
Merk: Jo liten knivverdien er, desto dypere er kuttingen; Jo tykkere ledningen er, desto større bør knivens tilbaketrekningsverdi være. Følgende tabell er referanseparameterdata for oppsett av knivverdi og knivtilbaketrekningsverdi:
Bruksanvisning
Tegning av kontrollpanelet
Systemgrensesnittet består av 23 taster og en 192×64 punktmatrise-LCD, følgende vil bli introdusert for hver tastefunksjon
: I standby-modus, med hvert korte trykk én gang, utfører maskinen et enkeltstegs, syklisk; Selv etter trykket i mer enn omtrent 0,5 sekunder, vil maskinen automatisk kjøre en løkke; Knappen i maskinkontrolleffekten er veldig stor;
: I standby-modus, trykk på denne knappen, og maskinen begynner å fungere;
: I arbeidsstatus, trykk på denne knappen, og maskinen vil fullføre arbeidet etter nedstengning;
: I standby-modus, trykk på denne knappen, og maskinen vil utføre en tilbakestillingshandling; i arbeidsmodus, trykk på denne knappen, og maskinen slår seg av, etter implementeringen av tilbakestillingshandlingen;
: I en datainndata-tilstand, trykk denne tasten, og tast inn tallet 0; I standby-tilstanden trykker du på denne knappen, og maskinen går inn i oppsettstilstanden for stripping-parameteren;
: I en datainndata-tilstand, trykk denne tasten, og tast inn tallet 1; I standby-tilstanden trykker du denne knappen, og maskinen går inn i hastighetsparameteroppsettet;
: I en datainndata-tilstand, trykk denne tasten og tast inn tallet 2; I standby-tilstanden trykker du på denne knappen, og maskinen går inn i oppsettstilstanden for vridningsparameteren;
: I en datainndata-tilstand, trykk denne tasten, og tast inn tallet 3; I standby-tilstand trykker du på denne knappen, og maskinen vil i henhold til den nåværende funksjonen sette bildet som tilsvarer funksjonen;
: I en datainndata-tilstand, trykk denne tasten, og tast inn tallet 4; i standby-tilstand, trykk denne knappen, volum 0;
: I en datainndata-tilstand, trykk denne tasten, og tast inn tallet 5; i standby-tilstanden trykker du denne tasten, tellingen til 0;
: I en datainndata-tilstand, trykk denne tasten, og tast inn tallet 6; I standby-tilstand, trykk denne knappen, bytt maskinen til arbeidsmodus;
: I en datainndata-tilstand, trykk denne tasten og tast inn tallet 7; I standby-tilstand, trykk denne knappen, bytt maskinen til arbeidsmodus;
: I en datainndata-tilstand, trykk denne tasten, og tast inn tallet 8; I standby-tilstand trykker du på denne knappen, så vil maskinen gå inn i utgangsinnstillingene;
: I en datainndata-tilstand, trykk denne tasten, og tast inn tallet 9; I standby-tilstand, trykk på denne knappen, og maskinen vil gå inn i funksjonsinnstillingsbildet;
: I en datainndata-tilstand, trykk denne tasten, og fjern inputdataene; i standby-tilstanden trykker du denne tasten, total utgang og antall fullstendige clear 0;
: I standby-tilstand, trykk denne knappen, og maskinen vil gå inn i programinnstillingene;
: I parameterinnstillingene, ved å trykke på tasten, sett parameterne mest lavt pluss 1; I en parameterinnstillingstilstand trykker du på denne knappen, knivverdien pluss 1;
: I parameterinnstillingene, ved å trykke på tasten, sett parameterne mest lavt pluss 1; I en parameterinnstillingstilstand trykker du på denne knappen, knivverdien minus 1;
: I parameterinnstillingene, ved å trykke på tasten, gir de modifiserte dataene opp, og de siste dataene inn i det modifiserte objektet;
: I parameterinnstillingene, ved å trykke på tasten, gir de modifiserte dataene opp, og neste data inn i det modifiserte objektet;
: I parametersettets tilstand, trykk denne tasten, de modifiserte dataene lagres og skrives til EEPROM, og neste data inn i det modifiserte objektet;
: I parametersett-tilstanden, trykk denne tasten, avslutt parameteroppsett-tilstanden; funksjonsinnstillingsskjermen, segmental stripping-innstillingsskjermen og systemoppsettskjermen. Trykk på denne tasten, gå tilbake til arbeidsbildet;
: På standby-skjermen, trykk på tasten og skriv inn systemoppsettet av bildet, må man skrive inn passordet før man går inn i innstillingsskjermen; Flertrinn Fjerner du innstillingsbilde, systeminnstillinger, trykker du på tasten, skriver inn parameteroppsettet;
Arbeidsskjerm
Når maskinen er slått på, viser skjermen en oppstartsskjerm, omtrent tre sekunder vil vise dette bildet; maskinen begynner å gå i bildet på skjermen; ellers kunne ikke maskinen starte;
Innstilling av stripping parameter: Maskinen trykker i standby-modus; Frontlengde-parameteren begynner å flimre, og på dette tidspunktet kan man taste inn tallet direkte, hvis det oppstår en inndatafeil, trykker man fjern inngangen på digital inngang igjen; trykk deretter på bevaring, og en parameterflimmer, til frontens lengde, fremre halvdel stripping, total lengde, bakre halvdel stripping endelengde, kutter, kniv tilbake all inngangsfullføringsverdi; Jo liten knivverdien er, desto dypere er kuttingen; jo tykkere tråden er, desto større bør knivens tilbaketrekningsverdi være; Parametertrykket blinker frem en parameter; trykk etter fjerning av blinkende parametere; når som helst ved å trekke seg tilbake fra parametersettet, tilbake til standby-tilstanden;
Innstillinger for stripping speed: Maskinen trykker i standby-modus; Kutterhastighetsparameteren begynte å blinke på dette tidspunktet kunne direkte taste inn tallet, hvis inndatafeilen oppstår, trykket fjern inndata digital inngang igjen; Trykk deretter på bevaring, og en parameter flimrer til kuttehastighet, matehastighet, strippinghastighet, pausetid og all input er fullført; Parameterinnstilling; trykk blinker frem en parameter; trykk etter fjerning av blinkende parametere; når som helst ved å trekke seg tilbake fra parametersettet, tilbake til standby-tilstanden;
Utgangsinnstillinger: Maskinen trykker i standby-modus; Den brutto parameteren som er satt til å begynne å flimre, kan på dette tidspunktet direkte taste inn tallet, og hvis inndatafeilen oppstår, trykkes fjern inndatainndata igjen; Trykk deretter på bevaring, og en parameter flimrer, inntil satt er det totale antallet av alle input som skal fullføres; Parameterinnstilling; trykk blinker frem en parameter; trykk etter fjerning av blinkende parametere; når som helst ved å trekke seg tilbake fra parametersettet, tilbake til standby-tilstanden;
Tvistet linjesett: Maskinen trykker i standby-modus; Front-twist-modus scintillasjon, denne gangen trykk 、 switching, deretter trykk på preserve, og en parameterflimmer, til inngangsmodusen for front twist og twist wire-modus er fullført, deretter etter tidligere metoder input torsjonslinjehastighet, vridningsstyrke; Parameterinnstilling; trykk blinker frem en parameter; trykk etter fjerning av blinkende parametere; når som helst ved å trekke seg tilbake fra parametersettet, tilbake til standby-tilstanden;
Programnummer satt: Maskinen i standby-modus, trykk; programargumentene begynner å flimre, og da kan tallet skrives direkte inn, hvis det er en inndatafeil, trykkes fjern inndata, digital inngang igjen; deretter trykke på bevaring, til standby-tilstand;
Arbeidsmodusbryter: Maskinen trykker 、 arbeidsmodusbryter når den er i standby-modus;
Arbeidsmodus forklarer
Denne maskinen er en multifunksjonell trådklippemaskin, med totalt 6 typer trådklipping og stripping, følgende bildebeskrivelse:
Linjemodus:
Modellen og den tradisjonelle 220-tråds kuttemaskinen kan monteres en trådtvinningsenhet for å øke den tvunne tråden, trådlengden som vist, kun i henhold til metoden ovenfor for å legge inn ønsket størrelse, i denne modusen er funksjonen ikke tilgjengelig;
Den kortsiktige modellen:
Modellmaskinen og langtidsmodellen er den samme, bare at maskinens stripping-handling ikke er den samme; og ingen vridningslinjefunksjon; i denne modusen er funksjonen ikke tilgjengelig;
Denne modusen uten tvinnende linjefunksjon; trykk Funksjon inn i følgende kabelfunksjonsinnstillingsbilde:
I en parameterinnstilling, trykk 、 oppover eller nedover-visning 1-12 segment sett parametere; trykk på sett parameter, Inntil alle parametere må fullføres;
Merk: i en flertrinnsmodell er totalen lik lengden på hver ledningslengde, og koblet med front-end-lengden er prosedyrene beregnet automatisk og markert, så sett totallengden, lengden på hele no-end; Endelengde er enden av lengden av! Det er heller ikke nødvendig å sette opp, når ønsket lengde er ferdig, et sett med 0
Funksjonsinnstillingsbilder
I standby-tilstand, trykk for å komme inn på denne skjermen; I bildevisningen starter ikke maskinen arbeidet, trykk tilbake til arbeidsbildet;
Parameterinnstilling: trykk startinnstillinger til alle parametere er lagt inn for å fullføre;
Systemoppsettsskjerm: Standby-tilstand, trykk for å komme inn på denne skjermen; Tast inn passord (10010011) for å komme inn på denne skjermen; vise bildet, maskinen starter ikke arbeidet, trykk på retur til arbeidsbildet;
Parameterinnstilling: trykk startinnstillinger til alle parametere er lagt inn for å fullføre;
Stripping-settet krever oppmerksomhet
1、 flere stripping-parametere, total lengde må være større enn front-end-lengden + back-end-lengden; ellers arbeidsmaskinen;
2、Bruken av kommunikasjonskontroll av maskinen må sikre at maskinen på skjermen fungerer og at det ikke finnes parameteroppsett; ellers er kommunikasjonskontrollen ugyldig;
3、bruk riktig hastighetsoperasjon;
4、På skjermen uten parameterinnstillinger, kan du trykke direkte på kutterens innstillingsverdi uten å stoppe;
5、hvis de fire blinkende indikatorene viser innstillingsparametrene, kan maskinen startes;
6、vridningslinjeinnstilling: De første torsjonsforskyvningsparametrene er designet for et kortvarig vridningsfunksjonssett, det vil si når maskinen foran, tråden mates etter tvinningsavstanden; Noen ganger kan den monteres på korttidsbladet etter vridningshjulet, og parameteren settes liten, når korttidstorsjon en linjefunksjon; Den generelle linjen er satt til 32, ingen grunn til å endre; kortsiktig avhengig av bladet og det trådvridende hjulets faktiske avstandsjustering; ( kan enkelttrinns driftsmodus til trinnet, hvis ledningen mater mer enn et trådvridende hjul, kan redusere parameteren som kan økes, og omvendt;)
Seks, Innføring av kommunikasjonsprotokoll
Maskinen er utstyrt med en standard RS485-kommunikasjonsfunksjon, brukeren kan via vertsmaskinen (PLC, PC) styre maskinen direkte; Kommunikasjonsmaskinvarespesifikasjoner for 38400, 8, 1, N Følgende
er at maskinen aksepterer kommandoer i detalj
: 1 og nødstoppkommandoen: PC utstedte tre-bytes heksadesimalt nummer 16 01, 66, 99; hvor den første 01 er stasjonsnummeret, kan sette opp en systemskjerm for å endre seg, maskinen mottok ordren vil returnere mottatt de tre bytene med data, denne maskinen har mottatt varsling om kommandoen;
2、stoppkommando: PC utstedte tre-byte heksadesimal nummer 16 01, 77, 88; hvor den første 01 er stasjonsnummeret, kan sette opp en systemskjerm for å endre seg, maskinen mottok ordren vil returnere mottatt de tre bytene med data, denne maskinen har mottatt varsel om kommandoen;
3、stopp-kommando: PC utstedte tre-byte heksadesimal nummer 16 01, 88, 77; hvor den første 01 er stasjonsnummeret, kan sette opp en systemskjerm for å endre seg, maskinen mottok ordren vil returnere mottatt de tre bytene med data, denne maskinen har mottatt varsel om kommandoen;
Syv, eksempel
på trådklipping (1) langt mønster
1、Tråden legges i en mellomliggende rulle, juster rullegapet slik at den
akkurat har kommet i kontakt med tråden og deretter ned 2 tommer;
2、Sett størrelse:
(1) Gå inn i oppsettmodus: Trykk
i standby-modus (2) Still inn lengden
på fremre stripping (3) Sett den første halvdelen av stripping-lengden
(4) Total lengde
(5) Sett den siste halve stripping-lengden
(6) Sett tilbake lengde
(7) Cutterens innstillingsverdi: ( Referanse )
(8) Sett kniven tilbake: ( Referanse )
(9) Sett linjemodus: trykk Sett linjemodus;
3、trykk i mer enn 0,5 sekunder, og maskinen stopper automatisk etter å ha ført en linje, se på verdien av høyre kniv og direkte trykk 、 korreksjon; Inntil fornøyd;
(2) Multi-segment peeling
1、ledningen plasseres i en rullemellom, juster rullegapet slik at den akkurat har kommet i kontakt med tråden og deretter ned 2 big;
2、innstillingsstørrelse:
(1) Gå inn i oppsettmodus: Standby-modus, trykk
(2) Still inn lengden
på frontstripen (3) Utgangsstripe, parameterinnstilling
(4) Sett flertrinnsmodus: trykk satt til
multisegmentmodell;
(5) Skriv inn antall segmenter som er satt: trykk på å sette for mer
opptak;
(6) Sett første segmentets lengde på stay skin
(7) Sett det første segmentet med avskalling
(8) Sett andre og lar hudlengde
være (9) Sett andre
(10) Sett tredje og lar hudlengde
(11) Sett tredje og lar hudlengde
forlate (12) Sett som lengde
(13) Tilbake til arbeid-bildet
(14) før mer enn 0,5 sekunder stopper maskinen automatisk etter å ha ført en linje, ser på verdien av høyre kniv og direkte press 、 korreksjon; Inntil fornøyd;
Forklar
1、hvis den tredje satte til 0, så programmet du nettopp delte i to, og så videre; Hvis du vil fjerne 12-seksjonen, 12-seksjonen av hele settets lengde;
2、multiple striPPING-modus, er twisting line-funksjonen ugyldig;
Justeringen av knivkuttposisjon
1. Start maskinen.
2. Justering av MAX2-knivens posisjon: avstanden mellom nesene på de to knivbladene bør være rundt 8-10 mm, mens avstanden mellom de to bladenes V-formede bunnpunkter bør være rundt 34 mm. (Se bilde A)
3. Viktige punkter ved bytte av knivblader:
1. Oppflaten på det indre venstre knivstativet skal være blåst høyre knivstativplan med 19 mm, som også skal være lavere enn knivstativets ytterramme med 4 mm som vist på bilde B.
2. Venstre gir skal være høyere enn midtgiret med 1 girhøyde, mens høyre gir skal være høyere enn midtgiret med 6 girhøyder. (Se bilde B)
3. Normalt bør avstanden mellom nesene på to knivblader være rundt 8-10 mm, mens avstanden mellom de V-formede bunnpunktene på to blader bør være rundt 34 mm. (Se bilde A)
4. Etter justering, sett inn begge sider av knivstativets tannhjul i den midtre aksil-tannen og fest skruene på begge sider av knivstativet.
For det åtte, fenomen og utelukkelse
Fremveksten av fenomenet Prosesseringsmetode
Trådstripping uten 1 og 1 kontroll av skjæredybden på gjengen, skjæremerkene er for grunne til å regulere "diameter" mindre.
2、linjehjultrykket er ikke nok, man må justere "inn i linjehjulets trykkreguleringsknapp", linjehjultrykket.
3、linjehjulklaringen er for stor, man må justere "inn i linjehjulklaringsjusteringsknappen", og linjehjulklaringen reduseres til riktig posisjon.
4、Stripping av det første settet er større enn eller lik 3.
5、linjehjulet må rengjøres hvis det er skitt.
6、tilbaketrekningsknivsettet kan være for stort, men bør være passende for å redusere tilbaketrekksparameteren (referanseverdi 00-10).
7、Neste verktøy feiljustering, vennligst se kapittel sjuende seksjon 2 testdiagram 7-7 justeringsbetingelse.
Trådstripping uten hale 1. Sjekk linjeskjæredybden, kuttemerkene er for grunne til å regulere "diameter" mindre.
2、trådhjul, trykket er ikke nok, man må justere den "runde trykkreguleringsknappen", linjehjultrykket.
3、Eikehjulsklaring er for stor, noe som kreves for regulering av "round gap adjustment knot", noe som reduserer taljegapet til riktig posisjon.
4、Stripping av det første settet er større enn eller lik 3.
5、Talley hvis det er skitt, må rengjøres.
6、tilbaketrekningsknivsettet kan være for stort, men bør være passende for å redusere tilbaketrekksparameteren (referanseverdi 00-10).
7、Neste verktøy feiljustering, vennligst se kapittel sjuende seksjon 2 testdiagram 7-7 justeringsbetingelse.
Trådhud av alvorlig barotrauma 1. Først vurder barotraume fra inntakshjul eller trinse, hjulpresskraften må være liten.
2、kontakt mitt firma for kjøp av gummidekk.
Thrum peel line kjerne kuttet av flere røtter "diameter" tonen i 1 eller 2, prøv igjen til det ikke skader linjekjernen.
Lengden på linjen, det er større enn eller lik den innsatte lengden 1、linjehjultrykket er ikke nok, og noen ganger er trådstripping uten fenomen, trådstripping på nettet er større enn en forhåndsbestemt lengde, noe som regulerer "inn i linjehjulets trykkregulerende strikking", altså linjehjultrykket.
2、skitt, talje, må rengjøres.
En trådinntakshjulklaring er for stor til å justere "inn i linjehjulavstandsjusteringsknappen", og et trådmatende hjulgap er mindre.
Lengden på linjen, det er mindre enn eller lik den satt lengden 1、selve ledningen er linjetykkelsen a.
2、et rullende hjul med skitt, må rengjøres. Lederens overflatevoks, bly inn i trådhjulene, glir med klebrig voks, stålbørste og bensinrengjøring av fire rullende hjul.
3、fjern ledning, nivå «00» luftoperasjonsfenomen, utelukkes.
4、Wire legging-rammen har et korthysteresefenomen, noe som fører til dårlig overføringstråd.
Hode og hale kutt eller ikke. 1、Sjekk hodet eller halen på servetten, tråddiameteren er for liten, du bør justere "tråden" til større. ( referanseverdi 30-90 )
2、Sjekker gjengehalen, ingen kuttmerker, tråddiameteren er for stor, bør justere "tråden" mindre. ( referanseverdi 30-90 )
Noen ganger ble hodet eller halen kuttet av på ett eikehjul, trykket var ikke nok, vennligst sjekk og reguler den "runde trykkreguleringsknappen", noe som gjør at taljetrykket blir stort.
2、Linjeavstanden på hjulet er for stor, man må justere "inn i linjejusteringsknappen for hjulklaring" til reduksjonen i linjehjulklaringen.
Det er flere tråder med lange tråder på 1 og 1 tråd i diameter er for liten, den kuttede tråden, stripen med kobbertråd, for å øke diameteren på 1-2, prøv igjen.
2、tilbaketrekkskniven er for liten, og det bør økes inntrekksparameterne (00-10).
Noen ganger er ledende ledninger sammen uten at kniven brytes. 1、Eggdelene virker med vanlig olje, prøv igjen (vanligvis 8 timer etter å fylle den).
2、Farten er lav.
3、sjekk ledningsspesifikasjonene i AWG12#-linjen (3 kvadrater).
4、bladet er sløvt, flatt slipt eller bytte.
5、ifølge den syvende delen av den tredje inspeksjonen.
Trykk på run etter avstenging kan bare kutte en skjerm som vises "kort linje eller knute" 1. Ingen linje med automatisk avstenging, tilhører normalen.
2、innstilling bør lengden være større enn 32 mm (unntatt 98-prosedyrene).
3、Wire wheel-klaringen er for stor, noe som kreves for reguleringen av "round gap adjustment button" for å få trinsen til å redusere gapet.
Når strømmen slås på, fungerer viften normalt, og skjermen er normal, men ifølge "kjør" kan maskinen ikke bevege seg, på grunn av spenningsustabilitet eller ulovlig bruk av kretskortet i forsikringsrøret, må sikringen byttes (åpne dekselet, synlig på kretskortet har to 5A forsikringsrør).
2、som å bytte forsikringsrør, fortsette å brenne ut, Og kontaktpersonen for kundeservice eller kontoret mitt.
Snittet med en skråstilt tangent på 1 og ledningen er for buet, noe som krever kjøp av en rettingsenhet.
2、en blymunn uten å vende mot kantens sentrum.
3、A hale vipper, inspiser trådrøret som lener seg for nært mot verktøyet.
×

Scan to Chat
🤖 AI Assistant
×
End Chat & Send Transcript